

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





钣金折弯加工钢板速度是多少呢?
来源:Chinese website 发布时间:2021年11月02日
福州钣金折弯的产品功用:激光加热:能经过输出激光束对各种金属外表加热,进行资料温度功能试验。激光焊接:可对金属资料(如:铝、铜、钛合金、不锈钢、碳钢等)进行激光点焊、拼焊、和密封焊接。激光切开:可对金属及陶瓷等资料施行切开,对低碳钢、铜、不锈钢、陶瓷等资料可切开加工出各种规矩图形。
激光打孔:对金属及非金属资料进行打孔,激光淬火:可对金属工件施行激光淬火,激光熔覆:能在黑色和有色金属外表进行激光熔覆,激光符号:在金属和非金属资料外表可进行简略文字和图画符号。
适用范围:各类大专院校、军工企业、科研院所等,适用与金属资料的激光切开、焊接、打孔;如碳钢、合金钢、铝及合金、铜及合金、钛及合金、镍钼合金等资料。广泛应用与航空、航天、武器、舰船、石化、外表、微电子、轿车等职业。
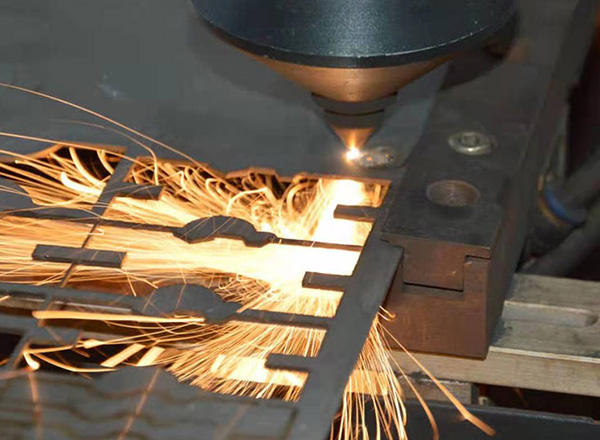
钣金折弯加工钢板速度是多少呢?对于不同材料和厚度, 求切割速度的经验数据,求钣金加工厂的师傅帮忙解答?今天就让钣金折弯加工师傅为大家详解。
1、切割速度主要和被切割材料和激光的功率有关系,和国产没关系,除非你的切割机虚标,拿国产的特思德2kW钣金折弯器来说,气压15头的距离放0.4这样,开火点弄成圆弧进刀,8mm厚的碳钢切割速度为1.6m/min。
2、2mm厚的不锈钢切割速度为3.5m/min,这样的热影响区小,变形小。这样切口宽度一般为0.5mm内,精度一般孔中心距误差0.4mm内,轮廓尺寸误差0.5mm内、切口表面粗糙度一般为25μm内,比较适合一般厚度小于12mm的低碳钢、小于6mm厚的不锈钢。
3、轮廓尺寸误差0.5mm内,一般是0.1-0.5mm,具体数据可能没有统一的说法,毕竟材料种类太多了,厚度也是根据条件来定。
激光打孔:对金属及非金属资料进行打孔,激光淬火:可对金属工件施行激光淬火,激光熔覆:能在黑色和有色金属外表进行激光熔覆,激光符号:在金属和非金属资料外表可进行简略文字和图画符号。
适用范围:各类大专院校、军工企业、科研院所等,适用与金属资料的激光切开、焊接、打孔;如碳钢、合金钢、铝及合金、铜及合金、钛及合金、镍钼合金等资料。广泛应用与航空、航天、武器、舰船、石化、外表、微电子、轿车等职业。
钣金折弯加工钢板速度是多少呢?对于不同材料和厚度, 求切割速度的经验数据,求钣金加工厂的师傅帮忙解答?今天就让钣金折弯加工师傅为大家详解。
1、切割速度主要和被切割材料和激光的功率有关系,和国产没关系,除非你的切割机虚标,拿国产的特思德2kW钣金折弯器来说,气压15头的距离放0.4这样,开火点弄成圆弧进刀,8mm厚的碳钢切割速度为1.6m/min。
2、2mm厚的不锈钢切割速度为3.5m/min,这样的热影响区小,变形小。这样切口宽度一般为0.5mm内,精度一般孔中心距误差0.4mm内,轮廓尺寸误差0.5mm内、切口表面粗糙度一般为25μm内,比较适合一般厚度小于12mm的低碳钢、小于6mm厚的不锈钢。
3、轮廓尺寸误差0.5mm内,一般是0.1-0.5mm,具体数据可能没有统一的说法,毕竟材料种类太多了,厚度也是根据条件来定。
上一条:
钣金切割加工要如何进行加工处理?
下一条:
厦门钣金激光切割加工时的具体因素介绍








 添加微信
添加微信
 电话咨询
电话咨询
