

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





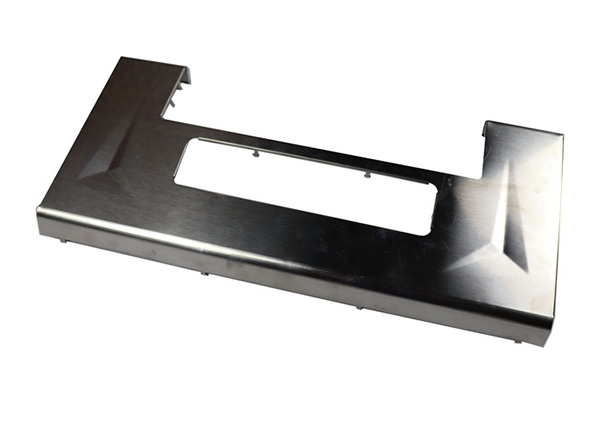
福建不锈钢钣金切割加工中拉伸成型焊接工艺的研究
来源:www.fjbclaser.com 发布时间:2021年12月07日
福建不锈钢钣金切割加工产品在各行各业都受到越来越多的关注,随着人们需求的丰富,不锈钢钣金切割加工产品品质和外观也有更多的要求,这就促使不锈钢钣金切割加工技术的不断进步。

一是拉伸件底部与直壁的圆角半径控制。从标准上看,拉伸件底部与直壁的圆角半径应大于板材的厚度,通常在加工的过程中,为了保障加工质量,拉伸件的底部与直壁的较大圆角半径应控制在板材厚度的8倍以下。
二是拉伸件凸缘与边壁的圆角半径控制。拉伸件的凸缘与边壁的圆角半径与底部和直壁的圆角半径类似,在较大圆角半径控制上都要低于板材厚度的8倍,但是在较小圆角半径上,必须满足大于板材厚度2倍的要求。
三是拉伸件为圆形时的内腔直径的控制。当拉伸件为圆形时,为了确保拉伸件的整体拉伸质量,通常在内腔直径的控制上应保障内腔直径≥圆形直径+10倍的板材厚度,只有这样才能确保圆形拉伸件内部不出现褶皱。四是拉伸件为矩形时的相邻圆角半径的控制。
在钣金成型过程中,为了达到所需强度,通常会在钣金的零件上增加加强筋,以此来提高钣金的整体强度。除此之外,钣金成型过程中,会有许多凹面和凸面,为了确保钣金的加工质量,我们要控制好打凸间距和凸边距的极限尺寸。主要选取依据应按照工艺标准进行。在处理不锈钢钣金切割加工孔翻边的过程中,我们要控制加工螺纹和内孔翻边的尺寸,要确保了这两项尺寸,钣金孔翻边的质量就能得到有效控制。
一是拉伸件底部与直壁的圆角半径控制。从标准上看,拉伸件底部与直壁的圆角半径应大于板材的厚度,通常在加工的过程中,为了保障加工质量,拉伸件的底部与直壁的较大圆角半径应控制在板材厚度的8倍以下。
二是拉伸件凸缘与边壁的圆角半径控制。拉伸件的凸缘与边壁的圆角半径与底部和直壁的圆角半径类似,在较大圆角半径控制上都要低于板材厚度的8倍,但是在较小圆角半径上,必须满足大于板材厚度2倍的要求。
三是拉伸件为圆形时的内腔直径的控制。当拉伸件为圆形时,为了确保拉伸件的整体拉伸质量,通常在内腔直径的控制上应保障内腔直径≥圆形直径+10倍的板材厚度,只有这样才能确保圆形拉伸件内部不出现褶皱。四是拉伸件为矩形时的相邻圆角半径的控制。
在钣金成型过程中,为了达到所需强度,通常会在钣金的零件上增加加强筋,以此来提高钣金的整体强度。除此之外,钣金成型过程中,会有许多凹面和凸面,为了确保钣金的加工质量,我们要控制好打凸间距和凸边距的极限尺寸。主要选取依据应按照工艺标准进行。在处理不锈钢钣金切割加工孔翻边的过程中,我们要控制加工螺纹和内孔翻边的尺寸,要确保了这两项尺寸,钣金孔翻边的质量就能得到有效控制。
上一条:
钣金加工工艺有哪些特点?
下一条:
钣金折弯电子机箱机柜怎么清洗








 添加微信
添加微信
 电话咨询
电话咨询
